GAIRECOM 2448 est une formulation époxy spécialement conçue pour la fabrication de composites à partir de différentes fibres, à condition que les pièces soient fabriquées par enrobage sous vide. Sa viscosité convient au mouillage de tous types de fibres minérales et permet un laminage manuel suivi d’un compactage sous vide. Sa réactivité élevée et sa viscosité modérée permettent son utilisation pour la fabrication de pièces de taille moyenne destinées à des secteurs tels que les activités nautiques et autres activités sportives.
Nous proposons 3 résines pour la stratification des surfs au Maroc
-
BEPOX 1724 (lente),
-
BEPOX 1016 (rapide)
-
GAIRECOM 2428 Custom
FDS ![]()
Les Tg (*Glass transition) permettent de l’utiliser pour la fabrication de pièces de taille moyenne destinées à des secteurs tels que les activités nautiques et autres activités sportives.
La résine époxy pour la fabrication des surfs au Maroc
Special FX Coating (FX) représente STARDUSTCOLORS et GAIRESA au Maroc
Nous formulons sur mesure en 7 jours une résine pour votre activité.
Découvrez un peu plus bas notre tutoriel en 10 étapes pour la fabrication des planches de surf
La gamme de résines époxy pour le surf et les composites
|
Résines époxy |
Viscosité |
Durée de vie en pot |
Indice de dilatation thermique (Tg) (°C) |
Résistance à la traction (MPa) |
Module d’élasticité en traction (MPa) |
Résistance à la compression (MPa) |
Résistance à la flexion (MPa) |
|
BEPOX 1016 |
750 |
13 |
50 |
50 |
1880 |
– |
– |
|
BEPOX 1622 |
1700 |
300 |
75 |
45.3 |
2325 |
82 |
75 |
|
BEPOX 2086 |
320 |
140* |
76 |
55 |
2000 |
70 |
96 |
|
BEPOX 2182 |
340 |
81* |
77 |
62 |
2900 |
82 |
78 |
|
BEPOX 2193 |
250 |
212* |
80 |
58,5 |
2600 |
85 |
112 |
|
GAIRECOM 2448 |
750 |
40 |
65 |
– |
– |
– |
– |
Formats :
kits 1L / Kit 5 L / Kit 20L
les kit inclus la résine et son durcisseur dans des proportions exactes pour le mélange
Les spécificités techniques des résines ÉPOXY pour la fabrication des surfs
Pourquoi l’époxy est devenue majoritaire ?
- Résistance mécanique supérieure (adhérence, flex).
- Compatibilité parfaite avec EPS.
- Résistance aux impacts supéireurpolyester.
- Produit sans odeurs, sans évaporation de solvant, avec aucune émission de styrène (sécurité atelier)
- Adhérance et compatibilité tous supports
Contraintes
- Sensible à l’humidité (blush amine) — ponçage obligatoire avant recoating.
- Temps de gel plus long → maîtrise nécessaire pour éviter coulures.
- Prix plus élevé.
Comment fabriquer un surf avec les résines époxy en 10 étapes
1. Le cœur de la planche : le “Blank”
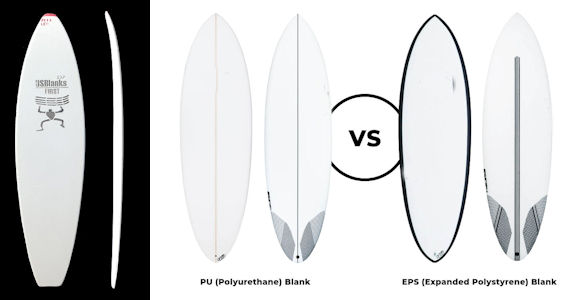
Matériaux possibles
- PU (Polyuréthane) :
- Le plus traditionnel.
- Densité typique : 35–40 kg/m³.
- Compatible avec résine POLYESTER et résine EPOXY (époxy préférable pour limiter le jaunissement et augmenter la solidité).
- Sensation « souple » très appréciée.
- EPS (Polystyrène expansé) :
- Plus léger (20–30 kg/m³).
- Obnubilé par l’eau → nécessite un système époxy uniquement (jamais polyester).
- PLUS rigide pour un même volume → planches plus nerveuses.
- Utilisé pour surf performance et planches légères type fish, longboards modernes, planches de kite surf etc.
- XPS (Polystyrène extrudé) :
- Très étanche, structure fermée.
- Généralement utilisé pour prototypes ou boards haut de gamme.
2. Le shape (mise en forme)

Équipements
- Rabots électriques spécialisés (Skil 100, Hitachi modifié,…)
- Surforms, cales à poncer, grilles abrasives
- Couteau à hot-wire (pour EPS)
- CNC 3/4 axes (optionnel pour les shapers industriels)
Étapes clés
- Dégrossissage du blank selon le rocker (courbure).
- Amincissement du nose/tail.
- Shape des rails : soft, hard, 50/50, 60/40, etc.
- Définition du bottom :
- Concaves simples/doubles
- Vee bottom
- Plat / step deck
- Ponçage progressif au grain 60 → 80 → 120.
Erreur à éviter
Un blank trop ouvert (EPS). Toujours passer un enduit/microballon + époxy très léger pour fermer les pores.
3. Stratification (Lamination)

Processus où on applique les fibres + résine.
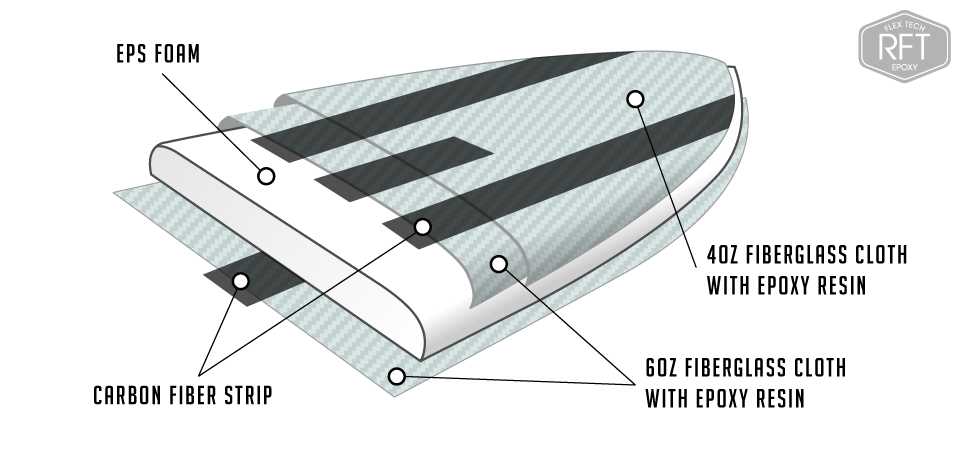
Matériaux
- Fibres de verre E-glass (standard) ou S-glass (plus rigide/cher) :
- Grammages : 4 oz (≈125 g/m²), 6 oz (≈200 g/m²)
- Placement typique :
- Shortboard : 2 × 4 oz dessus, 1 × 4 oz dessous
- Longboard : 6 + 4 oz dessus, 6 oz dessous
- Résines utilisées
- Époxy bisphénol A/F avec durcisseurs polyamines ou polyamidoamines.
- Viscosité idéale : 600–1200 cPs.
- Pot life : 20–40 min selon formulation.
- Additifs
- Silice colloïdale pour patchs
- Microballons pour enduit
- Additifs anti-UV
- Additif “surfacing agent” pour une meilleure tension de surface
Étapes pratiques
- Pose du tissu sec.
- Mouillage avec spatule ou raclette (squeegee).
- Chasse des bulles et excédent de résine.
- Travail du “lap” : retour du tissu sur les rails.
- Cure 8–12 h (selon formulation/déshumidification).
4. Renforts structuraux

- Patchs au tail et au nose (4 oz ou 6 oz).
- Renfort autour des plugs d’ailerons (FCS/US box).
- Beefing sur les zones de pression (« deck dents ») :
- Carbone UD (unidirectionnel) sur le deck
- Bandes carbone longitudinales pour rigidité (stringers modernes)
5. Hot Coat (couche de finition intermédiaire)

- Lisser la surface
- Remplir le maillage du tissu
- Préparer la planche au ponçage
Époxy modifiée avec agent de surface, appliquée au rouleau mousse ou large pinceau.
Cure : 6–10 h.
Ponçage : grains 120 → 220 → 320.
6. Installation des ailerons
- FCS II, Futures, ou US Box pour longboards.
- Perçage + défonçage de la zone.
- Collage des boîtiers avec époxy chargée (silice + fibres hachées).
- Renforts internes en fibre ou carbone.
7. Gloss Coat / Top Coat (Finition)
Deux approches :
Option A – Finition brillante (gloss)
- Époxy ou polyester gloss coat (résine + paraffine).
- Ponçage fin grain 600 → 1200 → polissage.
- Aspect très esthétique mais plus lourd.
Option B – Finition satinée / mat
- Ponçage final 600–800.
- Top coat PU transparent possible.
Option C – Finition “sand finish” performance
- Pas de polissage → plus léger, plus adhérent.
8. Temps de fabrication typique
- Shape : 2–4 h
- Stratification : 1–2 h
- Hot coat : 1 h + cures
- Finition/polish : 2–3 h
 Total : 2 à 3 jours avec tous les temps de cure.
Total : 2 à 3 jours avec tous les temps de cure.
9. Variantes modernes
- Sandwich PVC (Divinycell) + époxy + carbone/kevlar
→ très populaire en kite surf, SUP, windsurf. - Stringerless + renforts carbone
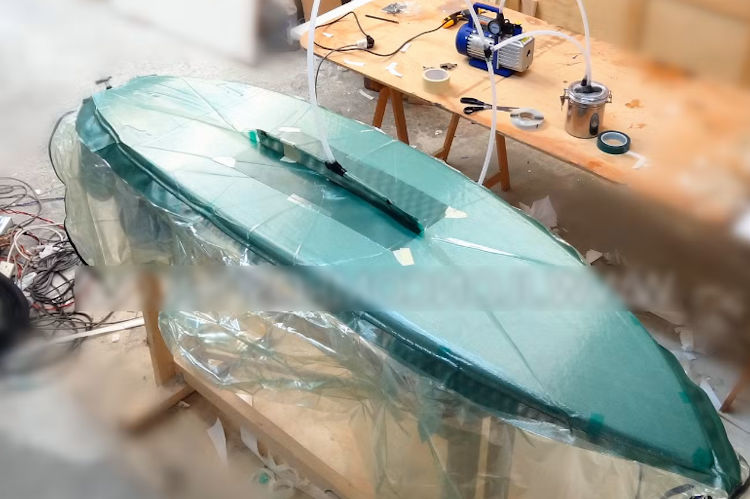
→ plus flex, planches ultra légères. - EPS + époxy + vacuum bagging
→ meilleure compaction des fibres, 10–20 % plus léger.
10. Récapitulatif ultra-synthétique (sans adoucir)
- Une planche = un cœur mousse, un shape précis, une armature fibre, une résine époxy qui garantit la cohésion.
- Chaque erreur de wet-out ou de lap crée une faiblesse structurelle.
- Le choix PU/EPS change complètement la dynamique de flex.
- Un bon surf vient surtout du shape, un surf durable vient de l’époxy + bons renforts.
Un projet de commande ou une question technique ?
► écrivez nous : tech@stardustcolors.com